


9、冷轧机工作前应补充给冷却液、润滑液。
10、经常检查轧辊组,轧片是否松动。
11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。
12、润滑剂、冷却液应经常补足。
13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。
14、作业中避免钢筋打结或乱线。
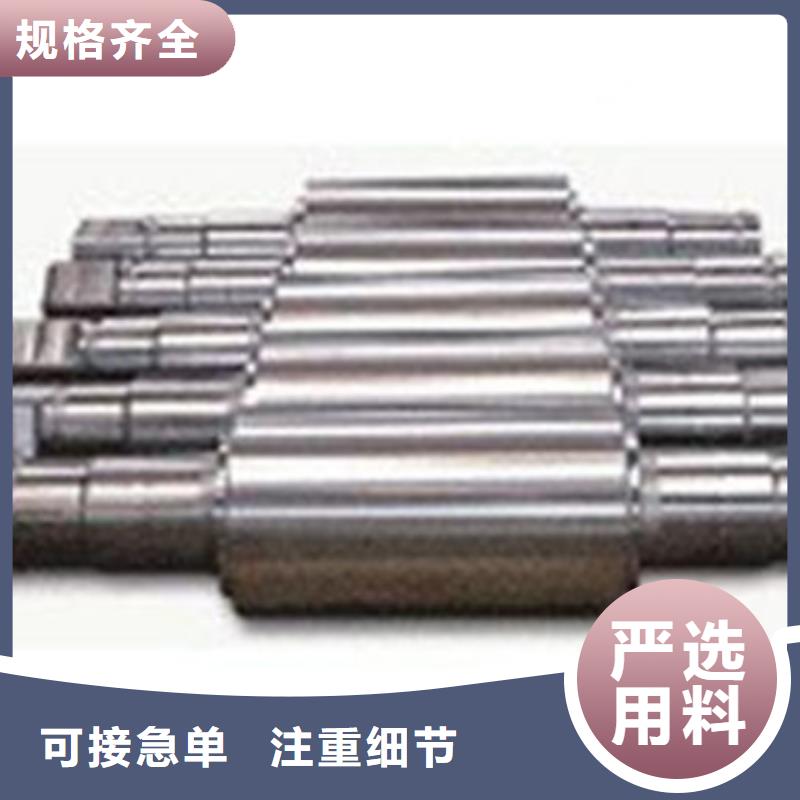
一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。
二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。


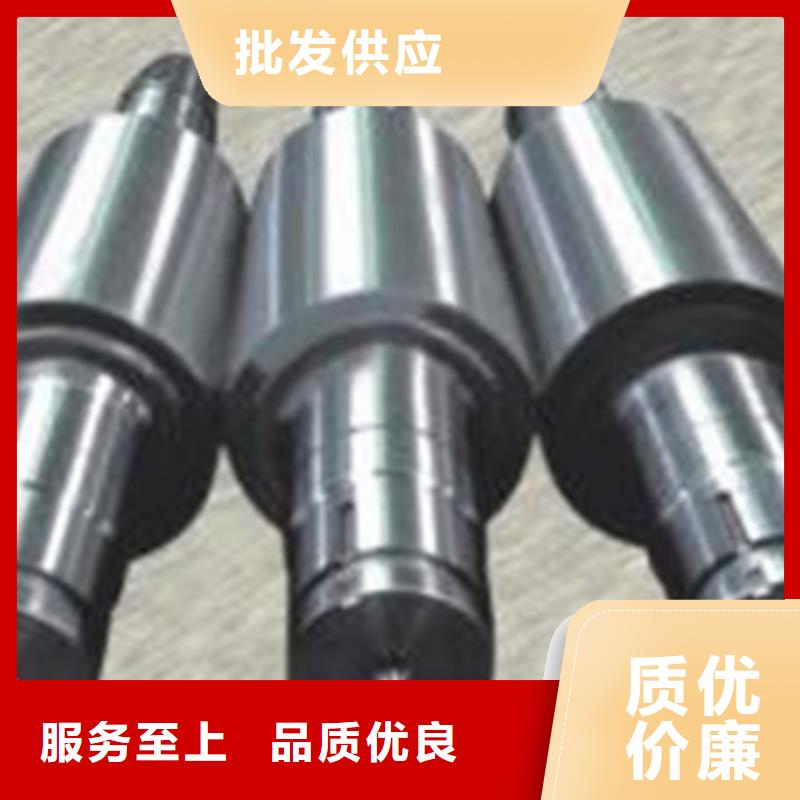
二是刀具的加工性能制约轧辊加工能力,通用类轧辊加工刀具硬度在HS80-85之间,与高硼钢轧辊的硬度非常接近,通用类刀具加工高硼钢轧辊会快速增加刀刃及后刀面磨损量,刀具急剧钝化,无法稳定加工。
为了解决以上问题,经过分析与实践,通过提高机床系统刚度;提高刀具性能、优化刀具几何参数、正确装夹刀具;选择合理车削用量三项措施的实施,可以实现高硼钢轧辊在普通轧辊机床上加工
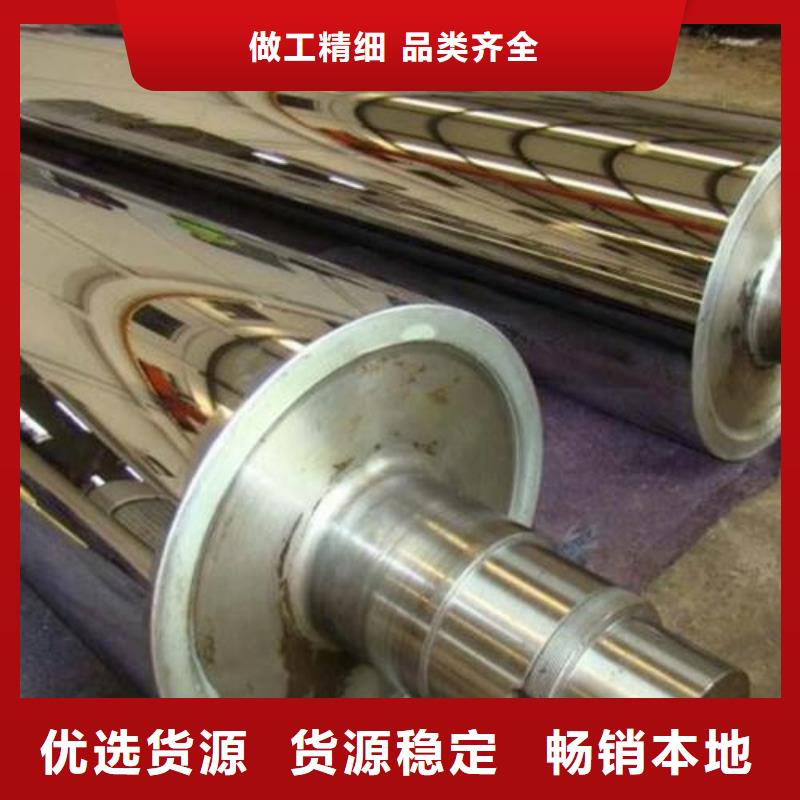
轧辊产生弹性压扁时可能轧制的小板厚。在一定轧机上轧制一定的产品时,随着板带的逐渐变薄,压下越来越困难。当板带薄至某一限度后,不管如何旋紧压下螺丝或加大液压压下的压力,不管反复轧制多少道,由于轧辊产生弹性压扁而不可能再使产品变薄。这一极限厚度称为小可轧厚度。



新物通物资(邯郸市分公司)多年来始终坚持“诚信为本,质量保证,客户至上”的服务理念,为广大客户和消费者服务,本公司一贯奉行以质量求生产,以质量求发展,对 耐磨钢产品精益求精,以优质的 耐磨钢产品供给客户,服务至上,价格合理,而受到广大客户的赞誉,欢迎广大客户来厂实地考察洽谈。


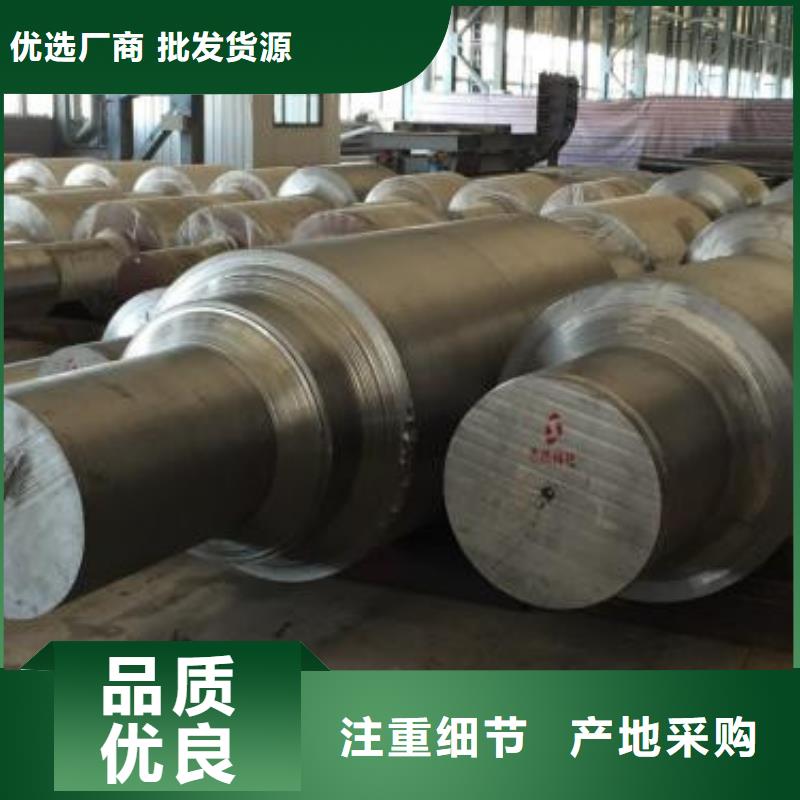
初轧机和型钥轧机的轧钢名义直径D,既是轧机的主要参数,也是轧辊尺寸的主要参数。当轧辊的直径D确定后,轧辊的其他参数受强度、刚度或结构上的限制也将随之确定。
初轧机和型钢轧机的轧辊辊身是有孔型酌,因此,轧辊的名义直径应有确切的含义。通常,型钢轧机是以齿轮机座的中心距作为轧辊名义直径;韧轧机把辊环外径作为名义直径。
因此,有孔型的轧辊其名义直径均大于其工作直径。为避免孔槽切人过深,轧辊名义直径与工作直径的比值一般不大于1.4。
轧辊工作直径可根据 咬人角。和轮辊的强度要求来确定。
计算出的轧辊直径换算成轧辊名义直径,应符合 规定的韧轧机与型钢轧机系列标准。我国初轧机系列有750、850、1150JL种;横列式型钢轧饥有4500/300、4650b 4800等。



